
电 话:0931-2662464 17391958533
网 址:www.ftxykj.com
邮 箱:Ftxykj@163.com
网 址:www.ftxykj.com
地 址:甘肃省兰州市七里河区兰工坪路287号 兰州理工大学科技园1325室
生产效率和生产力是制造竞争力的两个重要因素。在发达国家,利用模拟进行数字化制造已经成为保持和提高其制造业竞争力的计划中一个越来越重要的部分。目前,红外线测温仪大多数加工模型都只通过测量的切削力和切屑厚度来验证。的温度测量是验证模拟性的关键。
以前,测量切削的温度分布是非常困难的,特别是在通常难以接近的切屑-界面上,出现了峰值温度。
利用红外热成象可以在不受干扰的情况下测量表面的温度分布。但这需要进入目标表面的光学。利用透明材料制作工具,可以对通常无法访问的界面进行光学访问。

大家都知道,在金属切削中,沿切屑-工具界面的接触应力很大,以至于切屑的正面与正面相吻合,直到它们卷曲成无接触状态。这种情况一般称为粘附摩擦状态。但基于直接观察,通过透明切削和滑移线模型,可在称为延迟流区的前刀面上滑动。摩擦力使材料快速加热,在主剪切区域温度升高幅度之外。高温是造成磨损的主要原因。
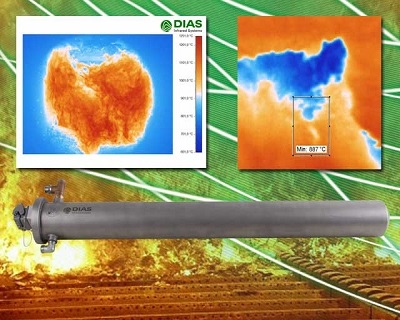
图片显示了用于透明工具的固定装置,反射镜和红外热像仪。
常规的固有热电偶技术可以提供平均的界面温度,因此进行这种研究是很昂贵的。利用红外热成象技术研究了切削、工件、片片面以及表面(片片片面)的温度分布。将和工件的侧面红外热成像,得到前刀面与工件、工件侧面相交处的一维温度分布(1D)。一般情况下,测量结果的不确定性主要是由发射率的不确定性决定的,对于发射率15的不确定性,估计值50℃左右,高于基准0.14。
通过提供对切屑工具界面的光学访问和进行红外热成像,试图测量切屑工具界面的二维(2D)温度分布。采用0.5mm厚的钻石窗口,使其沿前刀面距离切削刃约100微米。钻石窗下的孔洞和其的导热性能引起了人们对温度场扰动的关注。利用红外热像仪在8~12μm波长范围内测量芯片表面不同点的辐射强度。标定包括用黑体(BB)标定光学系统和在氮气气氛中加热芯片以测量芯片的发射率。
在双波长红外测温系统中,发现低发射率表面的非灰体行为,会引起较大的系统误差,为此,编制了非灰体补偿因子测量程序。但是在温度测量中,NGCF中的任何误差都会被放大,单波长热成像发射率误差会因温度相关指数而减小。结论是,单波长红外热成像能使测量结果更加,特别是当温度足够高到能够进行近红外热成像时,其强度和温度的指数更高。
用YAG制作的透明切削能够成功地将难加工合金如Ti-6Al-4V固溶、退火和回火。本研究是成功地尝试用透明工具切割Ti-6Al-4V,并测量切屑-工具界面的温度分布。温度在切割刀片到接触长度的中间点时上升,然后下降,直到接触结束。在1m/s和2m/s的切削速度和50μm/rev的进给速度下,发现切削时的温度分别为1179K和1310K(1037℃)。这里所提供的数据的准确性和空间分辨率使研究人员能够用这些数据来验证和调整材料和摩擦模型,以用于切削模拟。
以上就是小编帮大家整理的内容,希望能帮助到您,更多的请关注我们官网新闻!

0931-2662464

Lanzhou Feitian Xingye Electronic Technology Co., Ltd.

甘肃省兰州市七里河区兰工坪路287号 兰州理工大学科技园1325室

公司二维码
主要产品:红外测温仪、红外热像仪、红外扫描热成像仪、黑体炉、等通道挤压设备

甘公网安备 62010302001404号